Potash Producer
Potash Producer Realizes Operating Savings through Conveying Equipment Standardization
Download PDF
CHALLENGE
A global Potash mining and processing company planned for a major expansion at an existing facility in Saskatchewan, Canada along with a new processing plant adjacent to the existing operation. The expansion and new construction would double the capacity of the Potash producer. The expansion was needed to meet the increasing global demand for the Potassium-based lot, used mainly in fertilizers.
PRODUCTS UTILIZED
Drop-Forged Chain
En-Masse Conveyor
Understanding the Milling Process
 Potash production is a tiered process where the ore is mined from the earth travel through a milling process to become the concentration and particle size necessary for use in fertilizers.
Potash production is a tiered process where the ore is mined from the earth travel through a milling process to become the concentration and particle size necessary for use in fertilizers.
A milling process starts with a crushing and grinding of the ore into smaller pieces and particles. The next stage is called Flotation which draws the potash upward using air that is forced through a flotation machine, the heavier salts, clays, and other impurities fall to the bottom of the machine where it is collected and discarded.
The potash now moves to a drying and sizing phase. In this phase of the milling process, the potash dried at 400 degrees F. The dry potash travels through a series of mesh screeners where the granular product is separated from larger particles. The fourth phase of the potash milling process is compaction and sizing. In this phase, some of the fine material is fused by high-pressure rollers for larger particle production.
The finished product is then stored or shipped for immediate use.
A Material Handling Challenge
At each stage in the milling process high volumes of material needed to be moved from one point in the process to the next. The size and scope of the expansion combined with the requirements for the new facility meant the potash company would need close to 100 individual conveyors for material transfer.
The potash company, working through an Engineering, Procurement and Construction (EP&C) contractor, developed a list of requirements for the conveying needs of the process. While the potash company was undergoing expansion, the cost of operations needed to remain low.
The highly volatile, commodity-driven price received for potash required rigorous cost controls on the back end. This meant evaluating capital purchases based on a total cost of ownership (TCO). The TCO requirements for the material handling conveyors stipulated the conveyors selected would achieve; virtually no unplanned downtime, commonality would be maximized so conveyor spare parts would be as universal and common within the facility as possible.
Failure mode sensors would be included in all conveyors to alert operators of a potential issue in the material movement process and also have industry standards and commonality among units, optimize conveyor supports and allow for thermal expansion while keeping the need for added structural steel low.
The TCO requirements were complex due to the wide range in capacity and length requirements for the conveyors. The challenge would be finding an optimum conveyor design that effectively handled the variance in application requirements with the commonality requirements for the TCO specifications. The capacity of the conveyors ranges from 20 MTPH to 1475 MTPH at lengths from 30 ft. to over 170 ft. while handling product that could vary from ambient to temperatures up to 400° F.
After a technical review of all proposals requested by the EPC for the En-masse Drag conveyors, the EPC contractor selected CDM Systems as the winning bid. The contact award was based on the achievement of the TCO requirements as well as a total capital expense and MRO cost savings.
The CDM design process was not derailed by the TCO request but rather complemented the process that was already standard within the company. CDM used the TCO requirements as their foundation for design coupled with their own entrenched evaluation process.
Designing Conveyors for Process Conditions
The conveyors were designed to ensure the requirements of the application were met while providing longevity and minimizing unplanned downtime. Throughout the potash milling process, the material conveyed changes dramatically as it transitions from one phase of the process to another.
The material in the crushing and grinding stage of the operation is larger particle size and contains salt, clay, and other impurities; therefore the conveyor chain and flight assembly were selected to handle the larger form of the material. The conveyor design following the flotation and prior to the drying process required a greater consideration for the moderate abrasion but highly corrosive nature of the material due to the 10-20% moisture content at this phase.
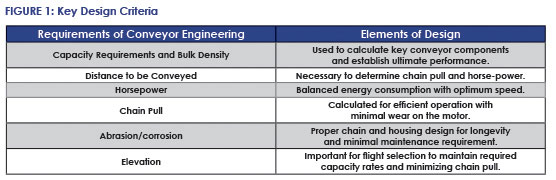
In the sizing and compaction circuits, the material is finer, more free-flowing and holds an elevated temperature following drying. These operating factors were used in determining the chain, flight, and housing material and thickness to meet TCO goals. Figure 1 outlines the key engineering criteria used by CDM and it applies to design and total cost of ownership.
In these areas designing the conveyor to handle increased temperatures and abrasion are the key factors. In addition, 5052 Aluminum material was chosen for use on select covers and guard applications to ease the maintenance process. The use of this light-weight material for specific components of the conveyor offered maintenance/operator benefits while maintaining proper structural integrity.
-
Objective:
Maximize the commonality of conveying equipment. The challenge was not only maximizing standardization with the new equipment which has hourly capacity rates varying widely from 20 MTPH to 1475 MTPH but also evaluating the commonality of existing equipment within the facility.
-
Design Parameters:
CDM used its standard TCO design process, incorporating the Key Design Criteria (Figure 1) to engineer and size more than 80 individual conveyors with minimal design differences for conveyor components.
Five conveyor sizes – engineered for the capacity ranges from 20 – 1475 MTPH.
 Two chains – CDM provided the client with two different chain series for use throughout the plant. The selection of the chain was based upon the design criteria of each specific conveyor. Key factors such as conveyor length, hourly capacity, HP consumption, chain/conveyor speed are used to determine the required chain pull for each conveyor.
Two chains – CDM provided the client with two different chain series for use throughout the plant. The selection of the chain was based upon the design criteria of each specific conveyor. Key factors such as conveyor length, hourly capacity, HP consumption, chain/conveyor speed are used to determine the required chain pull for each conveyor.
The two engineered chain designs were selected based on working load and chain pull. Where the conveyors were carrying higher capacities over greater distances the CDM 175 series chain with a high working load strength of 24,540 lbs was selected. Lower capacity conveyors of nominal length ranging from 20-150 ft were designed with the CDM 142STD series chain which has a working load of 13,000 lbs.
The two chain selections provided longevity of the chain, motor, and other critical components balanced with the total cost of the conveyors.
All CDM chains are provided with a 5.5 : 1 service factor for our working loads. The BT style flight selection was universal in all conveyors because the elevation of all conveyors was not in excess of 10 degrees.
Seven different bearing sizes and shaft selections – with over 350 bearings installed on the conveyors, the CDM design approach produced the greatest commonality of parts eliminating thousands of dollars from the potash producer’s annual maintenance budget for spare parts.
Six gear reducer selections – with HP ranges from 5HP to 250HP and speed ranges from 16 – 30 RPM. The TCO focus built into the CDM design and quote process enabled the gear reducer selections to be limited. In some cases, the initial cost of the conveyor was elevated. However, the net cost showed significant savings.
For example, two of the conveyors could have been engineered with a smaller reducer selection. This choice would have saved the potash producer $3,000.00 on each conveyor. However, choosing the smaller reducer would have required the producer to stock another unique drive at a cost of $18,000.00. The TCO approach offered a net savings of $12,000.
One common sensor used for failure mode alerts – CDM selected a universal sensor that would accurately monitor and report for a plugged chute, chain break and zerospeed detection. The alarms were audible and visual, providing engineers and operators immediate notification of a potential problem. The material handling conveying system had over 150 sensors. Standardizing on a single sensor type limited the impact on stores and saved thousands of dollars in inventory and labor repair cost.
-
Objective:
Engineer the conveyors to be structurally safe and self-supporting to limit added structural steel requirements on the core infrastructure of the facility.
-
Design Parameters:
CDM worked with the potash producer’s structural department to minimize the need for additional, owner supplied, structural steel. CDM designed and supplied all conveyor supports which accounted for the thermal expansion and also allowed the client to provide standard bays. The thermal expansion was an important design component because ambient plant temperatures ranged from 0 to 105 degrees F with material temperatures ranging from 30 to 400 degrees F. Thermal expansion allowances were accounted for in the CDM suppled conveyor supports and mounted directly to owner supplied structural steel. Almost all conveyors were supplied with expansion joints at inlet location as well as intermediate discharge locations due to possible variances of +7”. These design requirements and fulfillment ensured safe, reliable, long-term production.
A Successful Expansion Project Based on Long-Term Views
The CDM objective is to design and build the most suitable equipment for the application and provide the lowest total cost of ownership to clients. The EPC contractor and potash producer realized quantifiable savings though the TCO design approach.
Browse By Benefit
Categories
- Blog (40)
- Case Studies (9)
- News (7)
- Product Information (7)
- Tech Briefs (3)
- Technical Documents (33)
- Uncategorized (1)
- Videos (12)
- White Papers (5)