Common Conveying Technology Comparison
The Most Efficient Conveying Technology for Bulk Material Handling
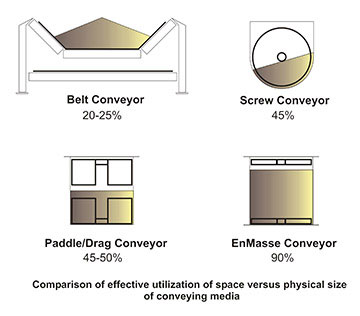
A material movement concept harnessed in the 1930s in the agricultural farming industry, En-Masse Drag Chain conveying is, by volume, the most efficient use of space-to-material ratio of any conveying technology. The operation of this conveyor type is derived from a moving a skeletal chain and flight assembly through a rectangular section of material. The principal of material movement is based on the motion imparted on the bottom surface of the trough by the chain, coupled with the shear friction between the particles conveyed.
Figure 1 below demonstrates the effective utilization of space as compared to other typical conveying technologies. The efficient material movement principal of En-Masse conveying allows for high-volume material flow in a relatively small conveyor housing. This means when compared to other types of bulk material conveying options, the EnMasse Drag Chain Conveyor will use less floor space, require a smaller drive, it will use less energy to operate, and it will have a lower maintenance cost over the life of the equipment over other conveyors.
Common Conveying Technology Comparison Belt Conveyors
 Belt conveyors have the greatest advantage in distance, carrying material for miles across open terrain, and hundreds of feet from mines and pits into processing facilities. Depending on the material bulk density and distance, belt conveyors can also have a very high capacity rating.
Belt conveyors have the greatest advantage in distance, carrying material for miles across open terrain, and hundreds of feet from mines and pits into processing facilities. Depending on the material bulk density and distance, belt conveyors can also have a very high capacity rating.
For example, recommended belt speed for coal and other mining applications is 800 fpm with a belt width of 42-60”. As a comparison, a nonabrasive mined mineral may have a speed of 200 fpm in an En-Masse drag conveyor. However, because approximately 20% of space is actually used for conveying, the physical size and space required for a belt conveyor are significant over other conveying technologies.
In addition, there are many wear points on a belt conveyor and external dust control systems are needed when the conveyed material is hazardous, very dusty, potentially explosive, or is corrosive.
Screw Conveyors
A screw conveyor is another technology type that is also very common for conveying bulk materials. The screw conveyor is suitable for a wide range of material types, has a relatively simple operating principle and structure, and it has a low initial purchase price when compared to other conveying technologies.
In addition, a screw conveyor has an enclosed housing which makes the equipment inherently more safe and requires less external equipment to limit dusting and contamination over an open style belt conveyor. Regardless of simplicity, a disadvantage of the screw conveyor design is the required horsepower as a ratio of the capacity.
The principal operation of a screw conveyor is based on friction and therefore required torque to achieve mass flow requirements can be significant depending on material type and bulk density. Another disadvantage of the frictional mode of operation in screw conveyors is the degradation of the material. A study of conveyed Prilled Sulfur conveyed in a screw conveyor showed a 6% degradation of material ranging from chipped to crushed.
Pneumatic Conveying
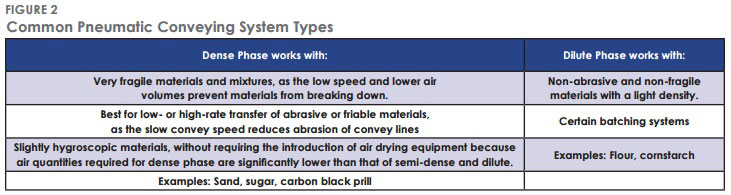
 The other typical, non-mechanical conveying technology is pneumatic conveying. Pneumatic conveying has several forms; dense and dilute phase where there are advantages and disadvantages of both, Figure 2, in general, there are some common characteristics based on application needs. For example, a pneumatic system has the advantage of layout flexibility and directional changes.
The other typical, non-mechanical conveying technology is pneumatic conveying. Pneumatic conveying has several forms; dense and dilute phase where there are advantages and disadvantages of both, Figure 2, in general, there are some common characteristics based on application needs. For example, a pneumatic system has the advantage of layout flexibility and directional changes.
This is especially important when in-plant conveying must work around infrastructure, processing equipment, elevation changes, and multiple discharge points. The disadvantages for most pneumatic systems are why many processors struggle with implementation and maintenance: low hourly capacities when compared to some mechanical conveyors, a very high horsepower ratio to tonnage handled, velocity and material flow create wear points and the operating principle creates high maintenance requirements.
Conveying Technology Summary
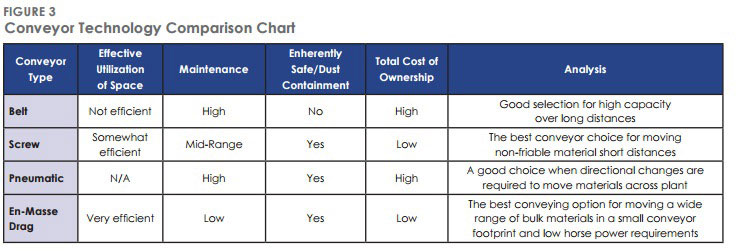
There are many types of conveying types for bulk process manufacturers to choose from. When selecting a conveyor type, the best advice is to compare the operating conditions of the conveyor with the type of material to be conveyed coupled with the capacity and operating needs of the application. Figure 3 offers a summary of each of the main conveying methods available to industrial processors. This summary is general because each application will be unique and design conditions different; therefore, a discussion with a trusted conveyor manufacturer and system designer is recommended.
Browse By Benefit
Categories
- Blog (40)
- Case Studies (9)
- News (7)
- Product Information (7)
- Tech Briefs (3)
- Technical Documents (33)
- Uncategorized (1)
- Videos (12)
- White Papers (5)