Drag Chain Conveyor Operation
Understanding the Functional Differences Between Drag Conveyor and En-Masse Drag Conveyor
INTRODUCTION
Chain conveyors whether known as Drags, Scraper, Paddle, or En-Masse all start out with a continuous chain and fixed flights operating within an enclosed trough. While each individual type functions somewhat differently, their purpose is to accelerate and move a bulk commodity from inlet to discharge at a specific rate. The word “Drag” relates to all styles; scraper, paddle or en-masse because each type of conveyance moves the chain and product forward to the discharge. The difference relates to how this is accomplished.
The scraper/paddle style chain conveyors work on the physical push/pull principles of moving a product at the height of a tall full flight. While this is effective, it eliminates the available cross-sectional area within the enclosed trough to around 50% of the physical area of the conveyor.
The capacity capabilities of each drag chain conveyor type are determined by their flight design, cross-sectional area available, chain speed, commodity characteristics, and the direction of flow from point A to point B. (Horizontal, Inclined, or Vertical.)
Full tall flights also produce excessive chain weight that requires more horsepower to merely move the chain, and increased trough wear, rather than concentrating on the amount of product to be moved.
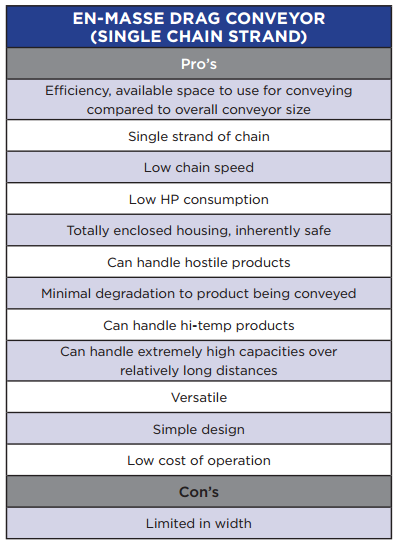
The Efficiency of En-Masse Drag Chain Conveying
En-Masse Drag conveying works by pulling a single strand of endless chain centered in an enclosed housing with flights attached on both sides of the chain (skeletal looking) through a rectangular section of bulk solid material. The bulk solid is conveyed by the motion imparted on the bottom surface of the trough by the chain and the shear friction between the particles of the bulk solid material conveyed.
FIGURE 1
DRAG CHAIN CONVEYOR TYPICAL FEATURES
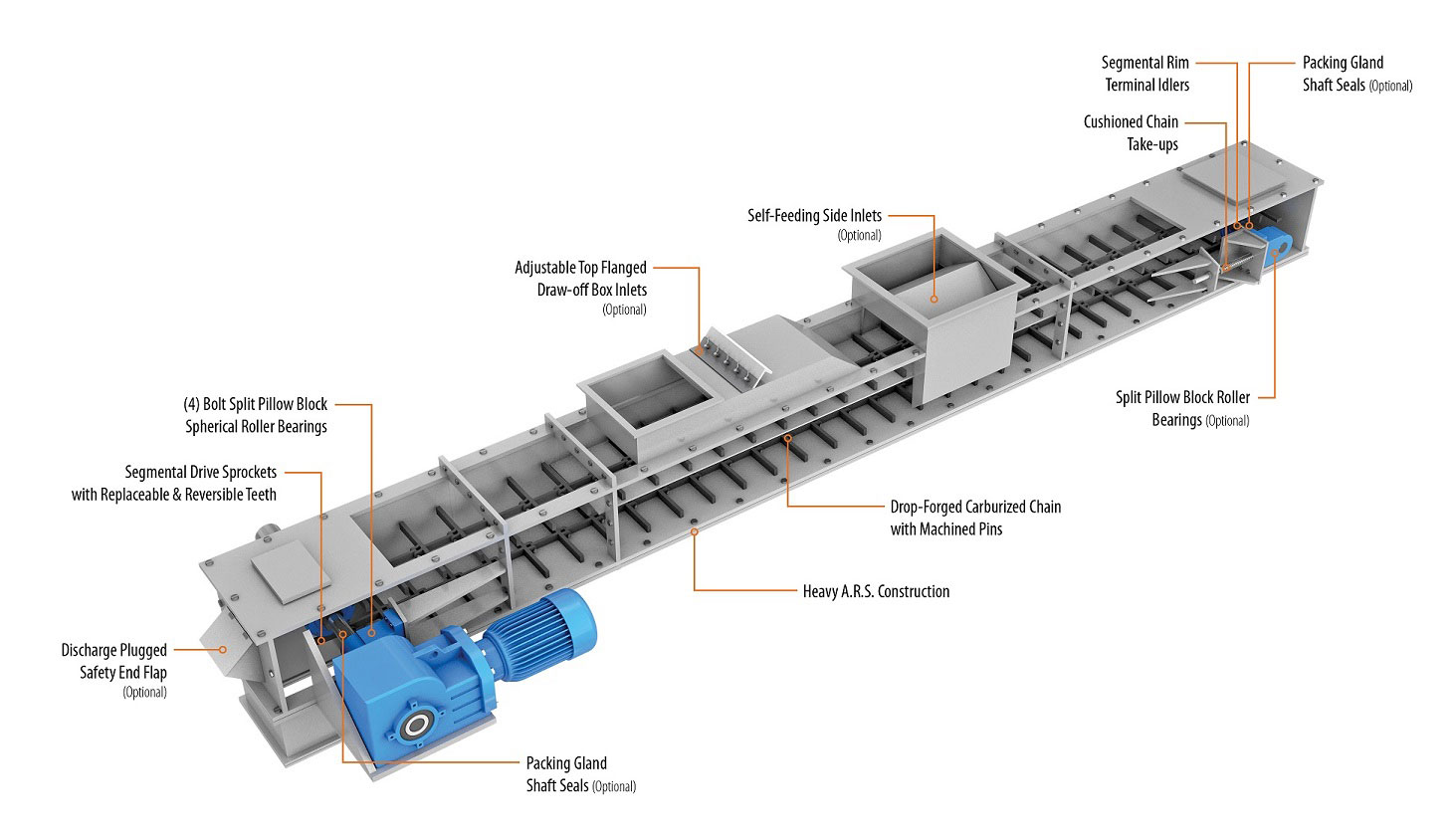
- A square cross-section housing is the most efficient.
- If the bulk solid becomes too deep the friction between the sidewalls of the housing and the bulk solid will decrease the velocity of the upper layers of the material relative to the actual chain speed. When the velocity of the upper layers of the bulk solid decreases, slippage occurs. Slippage results in premature wear, and loss of volumetric efficiency (Reduced Capacity).
- Solid Composition
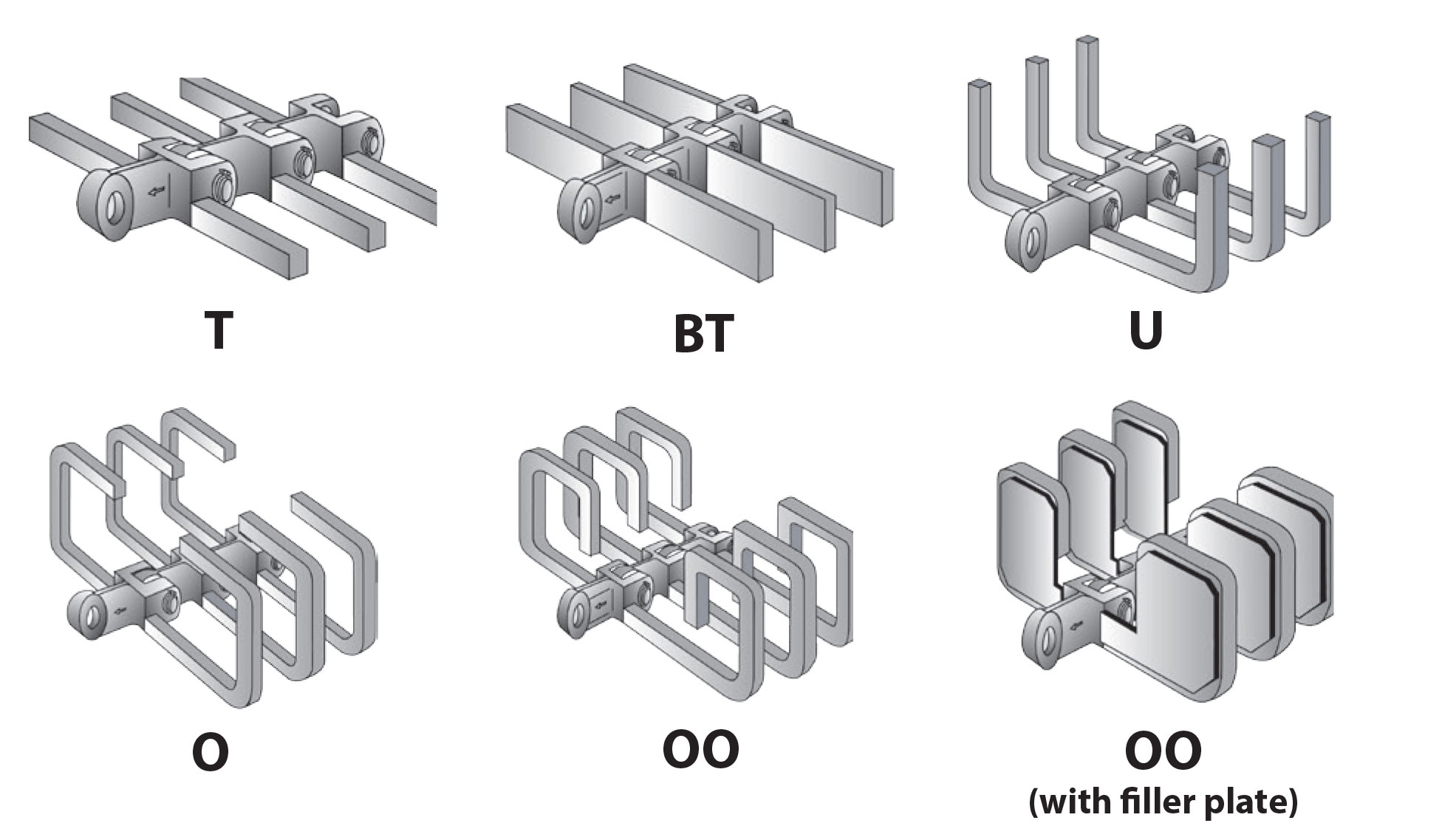
- The BT or Flat Bar flight is primarily used for horizontal conveyors and inclined conveyors up to 15° depending on the bulk solids being conveyed.
- The “U”-Flight, “O”-Flight, and “OO”-Flight as referenced in Figure 2 are typically used for very fluid bulk solids and greater inclines. These flights can also be equipped with filler plates for very fluid bulk solids and also to help facilitate better clean out of the conveyor housing.
FIGURE 2
|
With an En-Masse drag conveyor, the chain is normally arranged between the end sprockets so that the lower strand runs in the trough and serves as the carrying element. However, it is possible to have two separate troughs or a split trough with an intermediate plate to divide the conveyor into upper and lower sections so that material can be actively conveyed by both strands of chain (upper & lower) in opposite directions.
This makes the En-Masse drag conveyor a very versatile conveying method. En-Masse drag conveyors are typically low speed, high torque units which equate to longer life and lower cost of operation. The lower cost of operation is the result of the conveyor being a fairly simple design, requiring less maintenance compared to other conveying types and routine maintenance is fairly simple and straight forward. |
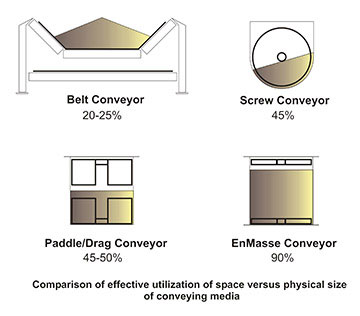
| The lower chain speeds reduce frictional wear issues and chain wear, require lower horsepower requirements for the conveyor, and minimizes overall power consumption. One of the big advantages of an En-Masse drag conveyor is the high-efficiency ratio of effective utilization of space used (space used for conveying) versus the actual physical size of the conveyor. In this regard, the En-Masse drag conveyor can use as much as 90% of the physical size of the conveyor for conveying.
Comparably speaking a standard paddle drag conveyor can only use an approximate maximum 50% of the physical size of the conveyor for conveying. Thus, the physical size of a paddle drag conveyor will be 50% larger than an En-Masse conveyor to carry the same volume of material. Figure 3 provides an illustration of the effective utilization of space of an En-Masse conveyor compared to other common conveying types. |
FIGURE 3
|
The En-Masse drag conveyor is not limited to conveying En-Masse, there are many applications where the bulk solids capacity that is required or the conveyor configuration isn’t practical, but in a lot of these cases, the single-chain strand with skeletal flights is a very good and reliable solution for conveying needs. In other words, En-Masse drag conveying is one type of operating principle of a Drag Conveyor.
Evaluating the Paddle Drag Conveyor Operation
The standard Paddle drag conveyor is typically designed with two endless strands of chain with flights “Paddles” connected in some fashion in between and perpendicular to the two endless chain strands at a common spacing. These conveyors operate by dragging or scraping a bulk solid through a trough utilizing the flight “paddle” to provide the movement.
Unlike the En-Masse style drag the amount or volume of bulk solid moved by the paddle drag conveyor is dependent on the cross-sectional area of the flight “paddle” itself and the chain speed. Typically, chain speed is slow and capacities are generally small. Because Paddle drag conveyors have two strands of endless chain the horsepower consumption increases significantly due to the chain weight and friction created between the cross flights and the housing bottom plate.
Another possible area of concern related to the dual strands of chain is the overall conveyor length; however, the advantage of a higher chain pull due to the dual strands is somewhat offset. This is because there is twice the chain weight compared to a single strand of chain. A majority of horsepower consumption used in a Paddle drag conveyor is due to the chain and paddles.
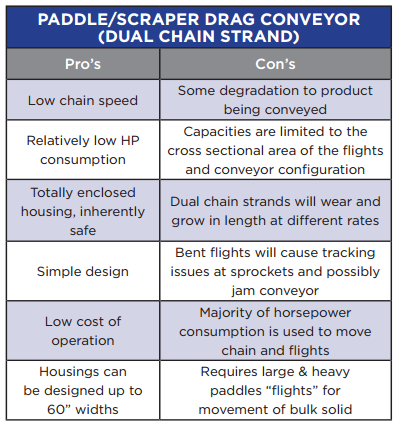
If a Dual strand conveyor becomes jammed with a foreign object or has some other upset condition the tendency is for the flight “Paddle” to be bent near the center, this causes the two chain strands center distance to be reduced and therefore cause tracking issues at the sprockets.
Typically a bent flight will not travel well through the conveyor housing, particularly at the terminal sprockets. If the chain tensioning device adjustment distance is completely used then a chain link(s) must be removed to once again allow for tensioning adjustment. In a dual strand chain system, both strands must have the exact same amount of links removed.
The Versatility and Strength of Drag Chain Conveyor Design
| The typical chain used in drag conveyors comes in many styles, sizes, shapes, and construction. The majority of chain used is made from either stamped steel parts, cast, or forged. Stamped steel chain is typically used for lighter duty applications such as agriculture. Cast and forged chain are typically used for medium to heavy-duty applications.
Industry standard for medium to heavy-duty is a drop forged link style chain made from CrMn steel alloy. The material, coupled with the microstructure formula provides for an extremely high tensile strength and hardness on the casing. The external hardness, coupled with a more malleable core, produces increased chain life, wear resistance, durability, and economic value. |
FIGURE 4
|

 The Right Drag Chain Operation
The Right Drag Chain Operation
 The Right Drag Chain Operation
The Right Drag Chain OperationThe right functional operation of a drag chain conveyor should be determined by factors of the material and movement requirements of a given application.
En-Masse drag conveyors are designed to carry a maximum volume of material within the available housing structure.
These conveyors are most effective in horizontal and low-incline applications where the rise is less than the angle of repose of the material.
Materials with granular particles that tend to cling together or have a higher coefficient of friction between the particles will accept higher inclines. Extremely free-flowing or more fluid materials may be limited to a 6° to 15° incline.
For elevating material at angles higher than their angle of repose, “U”, “O”, or “OO” flights can be used to help reduce material slippage.
Also, filler plates installed on the flights at a determined spacing can be utilized to capture material that is back flowing.
Conveyors may be selected for horizontal, straight incline, or with one or two bend sections.
Drag Chain Provides Optimized Material Handling
FIGURE 5
|
The operational nature of drag chain conveyors affords use in a wide range of material handling applications. Understanding the differences in operating conditions between En-Masse and Drag Chain helps with proper size and selection of conveyor options to achieve the required capacities within infrastructure and elevation parameters.
The efficient utilization of space in the En-Masse drag chain conveyor makes it the most cost-effective option based on physical size and power requirements. When choosing a Drag Chain Conveyor knowing material and application details will help a conveyor manufacturer size and select the equipment options that are best suited for the individual application. |

FIGURE 6
CDM SYSTEMS CONVEYOR CHAIN

Browse By Benefit
Categories
- Blog (40)
- Case Studies (9)
- News (7)
- Product Information (7)
- Tech Briefs (3)
- Technical Documents (33)
- Uncategorized (1)
- Videos (12)
- White Papers (5)